Борфрезы твердосплавные по металлу. Формы и особенности.
Преимущества твердосплавных борфрез:
- Меньше пыли.
- Большая вариативность форм и размеров, что делает борфрезу эффективным инструментом в обработке любого типа поверхности в труднодоступных местах.
- Высокая производительность благодаря твердому сплаву и работы на больших оборотах.
- Износостойкость (шарошка в десять раз превосходит стальной токарный резец, и в сто раз – шлифовальный круг) и высокая стабильность размера режущей головки.
- Термостойкость до 400°, что значительно продлевает срок службы инструмента.
В какой инструмент вставляется борфреза?
Благодаря цилиндрическому хвостовику твердосплавная борфреза может быть свободно установлена в патрон любого станка, а также электрического или пневматического инструмента.
Лучше всего использовать прямые шлифовальные машины с пневматическим или электрическим приводом, так как для использования борфрезы зачастую нужны большие скорости, а данный инструмент может достигать 80000 об/мин.
Важно знать: обычная дрель не всегда способна выдать такие высокие обороты, в таком случае шарошку используют для черновой обработки. Если цель – шлифование, то подойдет прямая шлифовальная машина. Для производственных целей нужен мощный инструмент.
Преимуществом использования борфрез в паре с ручным инструментом является возможность обработки труднодоступных поверхностей.
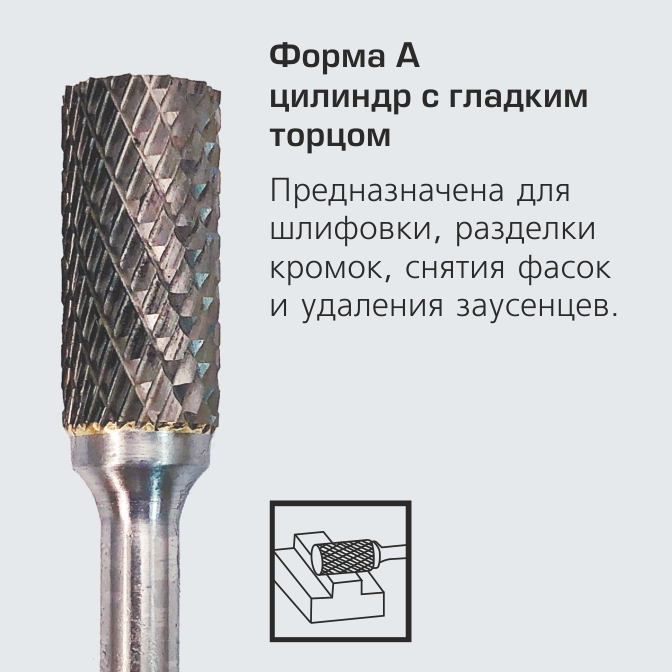
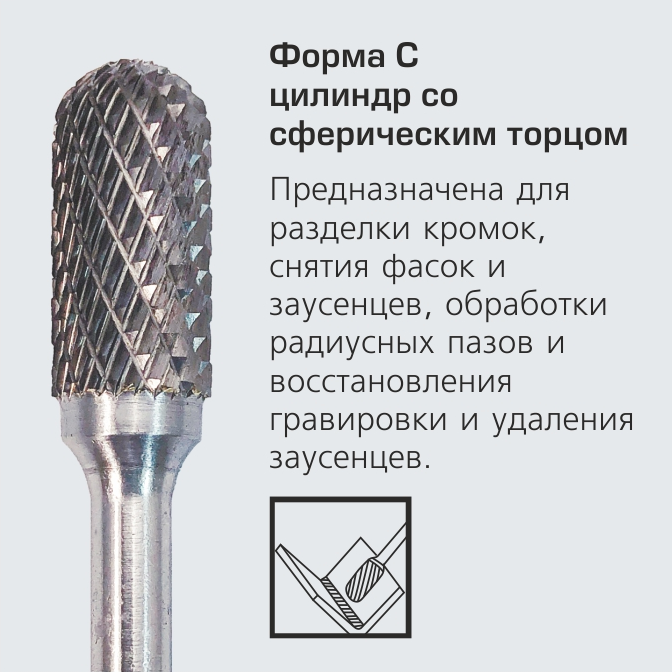
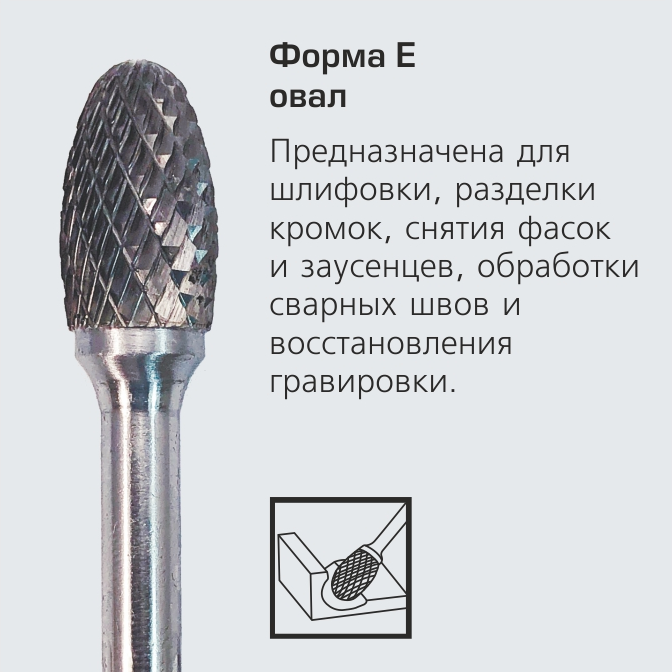
Формы борфрез:










Советы по использованию:
- Учитывайте рабочие обороты инструмента. Домашние девайсы – обычные дрели не всегда выдают хорошие мощности для металлообработки, особенно чистовой.
- Применяйте максимальное количество оборотов в указанном диапазоне. При недостаточном количестве оборотов возможно биение, сколы зубьев и преждевременный износ. Низкие обороты электроинструмента приводят к браку – появляются заусенцы, неровности, инструмент заклинивает в деталях.
- Уменьшать количество оборотов можно при большом угле охвата и большом нагреве материала из-за повышенной теплопроводности.
- Углы и пазы деталей нужно шлифовать на более высокой скорости, чем плоские поверхности.
- Тщательно подбирайте патроны, не должно быть биения.
- Выбирать зубья и насечки инструмента в соответствии материалом. Основной принцип – чем тверже материал, тем мельче должна быть насечка.
- Рабочая головка инструмента должна быть плотно прижата к обрабатываемой поверхности.
- Хвостовик инструмента, наоборот, не должен касаться плоскости, иначе головка обломится от основания.
- Следите за состоянием режущей части и хвостовика. Они не должны перегреться и посинеть.
- Контролируйте нажим инструмента, чтобы получить высокое качество обработки и не перегревать шлифовальную машинку.
- По возможности экспериментируйте с оборотами, чтобы выяснить оптимальный скоростной режим машинки. Это нужно для продления срока службы инструмента и экономии электроэнергии.
- Периодически смазывайте рабочую головку фрезы воском или синтетическим маслом.
- Не используйте изделия с высоким процентом износа – есть риск сломать инструмент.
- Соблюдайте меры безопасности – при работе с борфрезами летит стружка, металлическая пыль, а иногда слетает и сам инструмент. Защищайте голову, глаза, руки и органы дыхания.
